4. Labor, Material and Equipment Utilization4.1 Historical PerspectiveGood project management in construction must vigorously pursue the efficient utilization of labor, material and equipment. Improvement of labor productivity should be a major and continual concern of those who are responsible for cost control of constructed facilities. Material handling, which includes procurement, inventory, shop fabrication and field servicing, requires special attention for cost reduction. The use of new equipment and innovative methods has made possible wholesale changes in construction technologies in recent decades. Organizations which do not recognize the impact of various innovations and have not adapted to changing environments have justifiably been forced out of the mainstream of construction activities. Observing the trends in construction technology presents a very mixed and ambiguous picture. On the one hand, many of the techniques and materials used for construction are essentially unchanged since the introduction of mechanization in the early part of the twentieth century. For example, a history of the Panama Canal construction from 1904 to 1914 argues that:
In contrast to this view of one large project, one may also point to the continual change and improvements occurring in traditional materials and techniques. Bricklaying provides a good example of such changes:
Add to this list of existing innovations the possibility of robotic bricklaying; automated prototypes for masonry construction already exist. Technical change is certainly occurring in construction, although it may occur at a slower rate than in other sectors of the economy. The United States construction industry often points to factors which cannot be controlled by the industry as a major explanatory factor in cost increases and lack of technical innovation. These include the imposition of restrictions for protection of the environment and historical districts, requirements for community participation in major construction projects, labor laws which allow union strikes to become a source of disruption, regulatory policies including building codes and zoning ordinances, and tax laws which inhibit construction abroad. However, the construction industry should bear a large share of blame for not realizing earlier that the technological edge held by the large U.S. construction firms has eroded in face of stiff foreign competition. Many past practices, which were tolerated when U.S. contractors had a technological lead, must now be changed in the face of stiff competition. Otherwise, the U.S. construction industry will continue to find itself in trouble. With a strong technological base, there is no reason why the construction industry cannot catch up and reassert itself to meet competition wherever it may be. Individual design and/or construction firms must explore new ways to improve productivity for the future. Of course, operational planning for construction projects is still important, but such tactical planning has limitations and may soon reach the point of diminishing return because much that can be wrung out of the existing practices have already been tried. What is needed the most is strategic planning to usher in a revolution which can improve productivity by an order of magnitude or more. Strategic planning should look at opportunities and ask whether there are potential options along which new goals may be sought on the basis of existing resources. No one can be certain about the success of various development options for the design professions and the construction industry. However, with the availability of today's high technology, some options have good potential of success because of the social and economic necessity which will eventually push barriers aside. Ultimately, decisions for action, not plans, will dictate future outcomes. Back to top4.2 Labor ProductivityProductivity in construction is often broadly defined as output per labor hour. Since labor constitutes a large part of the construction cost and the quantity of labor hours in performing a task in construction is more susceptible to the influence of management than are materials or capital, this productivity measure is often referred to as labor productivity. However, it is important to note that labor productivity is a measure of the overall effectiveness of an operating system in utilizing labor, equipment and capital to convert labor efforts into useful output, and is not a measure of the capabilities of labor alone. For example, by investing in a piece of new equipment to perform certain tasks in construction, output may be increased for the same number of labor hours, thus resulting in higher labor productivity. Construction output may be expressed in terms of functional units or constant dollars. In the former case, labor productivity is associated with units of product per labor hour, such as cubic yards of concrete placed per hour or miles of highway paved per hour. In the latter case, labor productivity is identified with value of construction in constant dollars per labor hour. Productivity at the Job SiteContractors and owners are often concerned with the labor activity at job sites. For this purpose, it is convenient to express labor productivity as functional units per labor hour for each type of construction task. However, even for such specific purposes, different levels of measure may be used. For example, cubic yards of concrete placed per hour is a lower level of measure than miles of highway paved per hour. Lower-level measures are more useful for monitoring individual activities, while higher-level measures may be more convenient for developing industry-wide standards of performance. While each contractor or owner is free to use its own system to measure labor productivity at a site, it is a good practice to set up a system which can be used to track productivity trends over time and in varied locations. Considerable efforts are required to collect information regionally or nationally over a number of years to produce such results. The productivity indices compiled from statistical data should include parameters such as the performance of major crafts, effects of project size, type and location, and other major project influences. In order to develop industry-wide standards of performance, there must be a general agreement on the measures to be useful for compiling data. Then, the job site productivity data collected by various contractors and owners can be correlated and analyzed to develop certain measures for each of the major segment of the construction industry. Thus, a contractor or owner can compare its performance with that of the industry average. Productivity in the Construction IndustryBecause of the diversity of the construction industry, a single index for the entire industry is neither meaningful nor reliable. Productivity indices may be developed for major segments of the construction industry nationwide if reliable statistical data can be obtained for separate industrial segments. For this general type of productivity measure, it is more convenient to express labor productivity as constant dollars per labor hours since dollar values are more easily aggregated from a large amount of data collected from different sources. The use of constant dollars allows meaningful approximations of the changes in construction output from one year to another when price deflators are applied to current dollars to obtain the corresponding values in constant dollars. However, since most construction price deflators are obtained from a combination of price indices for material and labor inputs, they reflect only the change of price levels and do not capture any savings arising from improved labor productivity. Such deflators tend to overstate increases in construction costs over a long period of time, and consequently understate the physical volume or value of construction work in years subsequent to the base year for the indices. Back to top4.3 Factors Affecting Job-Site ProductivityJob-site productivity is influenced by many factors which can be characterized either as labor characteristics, project work conditions or as non-productive activities. The labor characteristics include:
The non-productive activities associated with a project may or may not be paid by the owner, but they nevertheless take up potential labor resources which can otherwise be directed to the project. The non-productive activities include among other factors:
Each category of factors affects the productive labor available to a project as well as the on-site labor efficiency. Labor CharacteristicsPerformance analysis is a common tool for assessing worker quality and contribution. Factors that might be evaluated include:
These different factors could each be assessed on a three point scale: (1) recognized strength, (2) meets expectations, (3) area needing improvement. Examples of work performance in these areas might also be provided. Project Work ConditionsJob-site labor productivity can be estimated either for each craft (carpenter, bricklayer, etc.) or each type of construction (residential housing, processing plant, etc.) under a specific set of work conditions. A base labor productivity may be defined for a set of work conditions specified by the owner or contractor who wishes to observe and measure the labor performance over a period of time under such conditions. A labor productivity index may then be defined as the ratio of the job-site labor productivity under a different set of work conditions to the base labor productivity, and is a measure of the relative labor efficiency of a project under this new set of work conditions. The effects of various factors related to work conditions on a new project can be estimated in advance, some more accurately than others. For example, for very large construction projects, the labor productivity index tends to decrease as the project size and/or complexity increase because of logistic problems and the "learning" that the work force must undergo before adjusting to the new environment. Job-site accessibility often may reduce the labor productivity index if the workers must perform their jobs in round about ways, such as avoiding traffic in repaving the highway surface or maintaining the operation of a plant during renovation. Labor availability in the local market is another factor. Shortage of local labor will force the contractor to bring in non-local labor or schedule overtime work or both. In either case, the labor efficiency will be reduced in addition to incurring additional expenses. The degree of equipment utilization and mechanization of a construction project clearly will have direct bearing on job-site labor productivity. The contractual agreements play an important role in the utilization of union or non-union labor, the use of subcontractors and the degree of field supervision, all of which will impact job-site labor productivity. Since on-site construction essentially involves outdoor activities, the local climate will influence the efficiency of workers directly. In foreign operations, the cultural characteristics of the host country should be observed in assessing the labor efficiency. Non-Productive ActivitiesThe non-productive activities associated with a project should also be examined in order to examine the productive labor yield, which is defined as the ratio of direct labor hours devoted to the completion of a project to the potential labor hours. The direct labor hours are estimated on the basis of the best possible conditions at a job site by excluding all factors which may reduce the productive labor yield. For example, in the repaving of highway surface, the flagmen required to divert traffic represent indirect labor which does not contribute to the labor efficiency of the paving crew if the highway is closed to the traffic. Similarly, for large projects in remote areas, indirect labor may be used to provide housing and infrastructure for the workers hired to supply the direct labor for a project. The labor hours spent on rework to correct unsatisfactory original work represent extra time taken away from potential labor hours. The labor hours related to such activities must be deducted from the potential labor hours in order to obtain the actual productive labor yield. Example 4-1: Effects of job size on productivity
Figure 4-1: Illustrative Relationship between Productivity Index and Job Size
Example 4-2: Productive labor yield [3]
Example 4-3: Utilization of on-site worker's time Back to top 4.4 Labor Relations in ConstructionThe market demand in construction fluctuates greatly, often within short periods and with uneven distributions among geographical regions. Even when the volume of construction is relatively steady, some types of work may decline in importance while other types gain. Under an unstable economic environment, employers in the construction industry place great value on flexibility in hiring and laying off workers as their volumes of work wax and wane. On the other hand, construction workers sense their insecurity under such circumstances and attempt to limit the impacts of changing economic conditions through labor organizations. There are many crafts in the construction labor forces, but most contractors hire from only a few of these crafts to satisfy their specialized needs. Because of the peculiar characteristics of employment conditions, employers and workers are placed in a more intimate relationship than in many other industries. Labor and management arrangements in the construction industry include both unionized and non-unionized operations which compete for future dominance. Most industrial and utility construction is union. In the commercial building sector, non-union contractors have made inroads, while in the housing sector, most contractors are non-union. The heavy construction sector is primarily non-union. Unionized ConstructionThe craft unions work with construction contractors using unionized labor through various market institutions such as jurisdiction rules, apprenticeship programs, and the referral system. Craft unions with specific jurisdiction rules for different trades set uniform hourly wage rates for journeymen and offer formal apprenticeship training to provide common and equivalent skill for each trade. Contractors, through the contractors' associations, enter into legally binding collective bargaining agreements with one or more of the craft unions in the construction trades. The system which bind both parties to a collective bargaining agreement is referred to as the "union shop". These agreements obligate a contractor to observe the work jurisdictions of various unions and to hire employees through a union operated referral system commonly known as the hiring hall. The referral systems operated by union organizations are required to observe several conditions:
While these principles must prevail, referral systems operated by labor organizations differ widely in the construction industry. Contractors and craft unions must negotiate not only wage rates and working conditions, but also hiring and apprentice training practices. The purpose of trade jurisdiction is to encourage considerable investment in apprentice training on the part of the union so that the contractor will be protected by having only qualified workers perform the job even though such workers are not permanently attached to the contractor and thus may have no sense of security or loyalty. The referral system is often a rapid and dependable source of workers, particularly for a contractor who moves into a new geographical location or starts a new project which has high fluctuations in demand for labor. By and large, the referral system has functioned smoothly in providing qualified workers to contractors, even though some other aspects of union operations are not as well accepted by contractors. Non-Unionized ConstructionIn recent years, non-union contractors have entered and prospered in an industry which has a long tradition of unionization. Non-union operations in construction are referred to as "open shops." However, in the absence of collective bargaining agreements, many contractors operate under policies adopted by non-union contractors' associations. This practice is referred to as "merit shop", which follows substantially the same policies and procedures as collective bargaining although under the control of a non-union contractors' association without union participation. Other contractors may choose to be totally "unorganized" by not following either union shop or merit shop practices. The operations of the merit shop are national in scope, except for the local or state apprenticeship and training plans. The comprehensive plans of the contractors' association apply to all employees and crafts of a contractor regardless of their trades. Under such operations, workers have full rights to move through the nation among member contractors of the association. Thus, the non-union segment of the industry is organized by contractors' associations into an integral part of the construction industry. However, since merit shop workers are employed directly by the construction firms, they have a greater loyalty to the firm, and recognize that their own interest will be affected by the financial health of the firm. Playing a significant role in the early growth and continued expansion of merit shop construction is the Associated Builders and Contractors association. By 1987, it had a membership of nearly 20,000 contractors and a network of 75 chapters through the nation. Among the merit shop contractors are large construction firms such as Fluor Daniel, Blount International, and Brown & Root Construction. The advantages of merit shops as claimed by its advocates are:
By shouldering the training responsibility for producing skill workers, the merit shop contractors have deflected the most serious complaints of users and labor that used to be raised against the open shop. On the other hand, the use of mixed crews of skilled workers at a job site by merit shop contractors enables them to remove a major source of inefficiencies caused by the exclusive jurisdiction practiced in the union shop, namely the idea that only members of a particular union should be permitted to perform any given task in construction. As a result, merit shop contractors are able to exert a beneficial influence on productivity and cost-effectiveness of construction projects. The unorganized form of open shop is found primarily in housing construction where a large percentage of workers are characterized as unskilled helpers. The skilled workers in various crafts are developed gradually through informal apprenticeships while serving as helpers. This form of open shop is not expected to expand beyond the type of construction projects in which highly specialized skills are not required. Back to top4.5 Problems in Collective BargainingIn the organized building trades in North American construction, the primary unit is the international union, which is an association of local unions in the United States and Canada. Although only the international unions have the power to issue or remove charters and to organize or combine local unions, each local union has considerable degrees of autonomy in the conduct of its affairs, including the negotiation of collective bargaining agreements. The business agent of a local union is an elected official who is the most important person in handling the day to day operations on behalf of the union. The contractors' associations representing the employers vary widely in composition and structure, particularly in different geographical regions. In general, local contractors' associations are considerably less well organized than the union with which they deal, but they try to strengthen themselves through affiliation with state and national organizations. Typically, collective bargaining agreements in construction are negotiated between a local union in a single craft and the employers of that craft as represented by a contractors' association, but there are many exceptions to this pattern. For example, a contractor may remain outside the association and negotiate independently of the union, but it usually cannot obtain a better agreement than the association. Because of the great variety of bargaining structures in which the union and contractors' organization may choose to stage negotiations, there are many problems arising from jurisdictional disputes and other causes. Given the traditional rivalries among various crafts and the ineffective organization of some of contractors' associations, coupled with the lack of adequate mechanisms for settling disputes, some possible solutions to these problems deserve serious attention: [5] Regional BargainingCurrently, the geographical area in a collective bargaining agreement does not necessarily coincide with the territory of the union and contractors' associations in the negotiations. There are overlapping of jurisdictions as well as territories, which may create successions of contract termination dates for different crafts. Most collective bargaining agreements are negotiated locally, but regional agreements with more comprehensive coverage embracing a number of states have been established. The role of national union negotiators and contractors' representatives in local collective bargaining is limited. The national agreement between international unions and a national contractor normally binds the contractors' association and its bargaining unit. Consequently, the most promising reform lies in the broadening of the geographic region of an agreement in a single trade without overlapping territories or jurisdictions. Multicraft BargainingThe treatment of interrelationships among various craft trades in construction presents one of the most complex issues in the collective bargaining process. Past experience on project agreements has dealt with such issues successfully in that collective bargaining agreements are signed by a group of craft trade unions and a contractor for the duration of a project. Project agreements may reference other agreements on particular points, such as wage rates and fringe benefits, but may set their own working conditions and procedures for settling disputes including a commitment of no-strike and no-lockout. This type of agreement may serve as a starting point for multicraft bargaining on a regional, non-project basis. Improvement of Bargaining PerformanceAlthough both sides of the bargaining table are to some degree responsible for the success or failure of negotiation, contractors have often been responsible for the poor performance of collective bargaining in construction in recent years because local contractors' associations are generally less well organized and less professionally staffed than the unions with which they deal. Legislation providing for contractors' association accreditation as an exclusive bargaining agent has now been provided in several provinces in Canada. It provides a government board that could hold hearings and establish an appropriate bargaining unit by geographic region or sector of the industry, on a single-trade or multi-trade basis. Back to top4.6 Materials ManagementMaterials management is an important element in project planning and control. Materials represent a major expense in construction, so minimizing procurement or purchase costs presents important opportunities for reducing costs. Poor materials management can also result in large and avoidable costs during construction. First, if materials are purchased early, capital may be tied up and interest charges incurred on the excess inventory of materials. Even worse, materials may deteriorate during storage or be stolen unless special care is taken. For example, electrical equipment often must be stored in waterproof locations. Second, delays and extra expenses may be incurred if materials required for particular activities are not available. Accordingly, insuring a timely flow of material is an important concern of project managers. Materials management is not just a concern during the monitoring stage in which construction is taking place. Decisions about material procurement may also be required during the initial planning and scheduling stages. For example, activities can be inserted in the project schedule to represent purchasing of major items such as elevators for buildings. The availability of materials may greatly influence the schedule in projects with a fast track or very tight time schedule: sufficient time for obtaining the necessary materials must be allowed. In some case, more expensive suppliers or shippers may be employed to save time. Materials management is also a problem at the organization level if central purchasing and inventory control is used for standard items. In this case, the various projects undertaken by the organization would present requests to the central purchasing group. In turn, this group would maintain inventories of standard items to reduce the delay in providing material or to obtain lower costs due to bulk purchasing. This organizational materials management problem is analogous to inventory control in any organization facing continuing demand for particular items. Materials ordering problems lend themselves particularly well to computer based systems to insure the consistency and completeness of the purchasing process. In the manufacturing realm, the use of automated materials requirements planning systems is common. In these systems, the master production schedule, inventory records and product component lists are merged to determine what items must be ordered, when they should be ordered, and how much of each item should be ordered in each time period. The heart of these calculations is simple arithmetic: the projected demand for each material item in each period is subtracted from the available inventory. When the inventory becomes too low, a new order is recommended. For items that are non-standard or not kept in inventory, the calculation is even simpler since no inventory must be considered. With a materials requirement system, much of the detailed record keeping is automated and project managers are alerted to purchasing requirements. Example 4-4: Examples of benefits for materials management systems.[6] Back to top 4.7 Material Procurement and DeliveryThe main sources of information for feedback and control of material procurement are requisitions, bids and quotations, purchase orders and subcontracts, shipping and receiving documents, and invoices. For projects involving the large scale use of critical resources, the owner may initiate the procurement procedure even before the selection of a constructor in order to avoid shortages and delays. Under ordinary circumstances, the constructor will handle the procurement to shop for materials with the best price/performance characteristics specified by the designer. Some overlapping and rehandling in the procurement process is unavoidable, but it should be minimized to insure timely delivery of the materials in good condition. The materials for delivery to and from a construction site may be broadly classified as : (1) bulk materials, (2) standard off-the-shelf materials, and (3) fabricated members or units. The process of delivery, including transportation, field storage and installation will be different for these classes of materials. The equipment needed to handle and haul these classes of materials will also be different. Bulk materials refer to materials in their natural or semi-processed state, such as earthwork to be excavated, wet concrete mix, etc. which are usually encountered in large quantities in construction. Some bulk materials such as earthwork or gravels may be measured in bank (solid in situ) volume. Obviously, the quantities of materials for delivery may be substantially different when expressed in different measures of volume, depending on the characteristics of such materials. Standard piping and valves are typical examples of standard off-the-shelf materials which are used extensively in the chemical processing industry. Since standard off-the-shelf materials can easily be stockpiled, the delivery process is relatively simple. Fabricated members such as steel beams and columns for buildings are pre-processed in a shop to simplify the field erection procedures. Welded or bolted connections are attached partially to the members which are cut to precise dimensions for adequate fit. Similarly, steel tanks and pressure vessels are often partly or fully fabricated before shipping to the field. In general, if the work can be done in the shop where working conditions can better be controlled, it is advisable to do so, provided that the fabricated members or units can be shipped to the construction site in a satisfactory manner at a reasonable cost. As a further step to simplify field assembly, an entire wall panel including plumbing and wiring or even an entire room may be prefabricated and shipped to the site. While the field labor is greatly reduced in such cases, "materials" for delivery are in fact manufactured products with value added by another type of labor. With modern means of transporting construction materials and fabricated units, the percentages of costs on direct labor and materials for a project may change if more prefabricated units are introduced in the construction process. In the construction industry, materials used by a specific craft are generally handled by craftsmen, not by general labor. Thus, electricians handle electrical materials, pipefitters handle pipe materials, etc. This multiple handling diverts scarce skilled craftsmen and contractor supervision into activities which do not directly contribute to construction. Since contractors are not normally in the freight business, they do not perform the tasks of freight delivery efficiently. All these factors tend to exacerbate the problems of freight delivery for very large projects. Example 4-5: Freight delivery for the Alaska Pipeline Project [7]
Figure 4-2: Freight Delivery for the Alaska Pipeline Project Example 4-6: Process plant equipment procurement [8] Back to top 4.8 Inventory ControlOnce goods are purchased, they represent an inventory used during the construction process. The general objective of inventory control is to minimize the total cost of keeping the inventory while making tradeoffs among the major categories of costs: (1) purchase costs, (2) order cost, (3) holding costs, and (4) unavailable cost. These cost categories are interrelated since reducing cost in one category may increase cost in others. The costs in all categories generally are subject to considerable uncertainty. Purchase CostsThe purchase cost of an item is the unit purchase price from an external source including transportation and freight costs. For construction materials, it is common to receive discounts for bulk purchases, so the unit purchase cost declines as quantity increases. These reductions may reflect manufacturers' marketing policies, economies of scale in the material production, or scale economies in transportation. There are also advantages in having homogeneous materials. For example, a bulk order to insure the same color or size of items such as bricks may be desirable. Accordingly, it is usually desirable to make a limited number of large purchases for materials. In some cases, organizations may consolidate small orders from a number of different projects to capture such bulk discounts; this is a basic saving to be derived from a central purchasing office. The cost of materials is based on prices obtained through effective bargaining. Unit prices of materials depend on bargaining leverage, quantities and delivery time. Organizations with potential for long-term purchase volume can command better bargaining leverage. While orders in large quantities may result in lower unit prices, they may also increase holding costs and thus cause problems in cash flow. Requirements of short delivery time can also adversely affect unit prices. Furthermore, design characteristics which include items of odd sizes or shapes should be avoided. Since such items normally are not available in the standard stockpile, purchasing them causes higher prices. The transportation costs are affected by shipment sizes and other factors. Shipment by the full load of a carrier often reduces prices and assures quicker delivery, as the carrier can travel from the origin to the destination of the full load without having to stop for delivering part of the cargo at other stations. Avoiding transshipment is another consideration in reducing shipping cost. While the reduction in shipping costs is a major objective, the requirements of delicate handling of some items may favor a more expensive mode of transportation to avoid breakage and replacement costs. Order CostThe order cost reflects the administrative expense of issuing a purchase order to an outside supplier. Order costs include expenses of making requisitions, analyzing alternative vendors, writing purchase orders, receiving materials, inspecting materials, checking on orders, and maintaining records of the entire process. Order costs are usually only a small portion of total costs for material management in construction projects, although ordering may require substantial time. Holding CostsThe holding costs or carrying costs are primarily the result of capital costs, handling, storage, obsolescence, shrinkage and deterioration. Capital cost results from the opportunity cost or financial expense of capital tied up in inventory. Once payment for goods is made, borrowing costs are incurred or capital must be diverted from other productive uses. Consequently, a capital carrying cost is incurred equal to the value of the inventory during a period multiplied by the interest rate obtainable or paid during that period. Note that capital costs only accumulate when payment for materials actually occurs; many organizations attempt to delay payments as long as possible to minimize such costs. Handling and storage represent the movement and protection charges incurred for materials. Storage costs also include the disruption caused to other project activities by large inventories of materials that get in the way. Obsolescence is the risk that an item will lose value because of changes in specifications. Shrinkage is the decrease in inventory over time due to theft or loss. Deterioration reflects a change in material quality due to age or environmental degradation. Many of these holding cost components are difficult to predict in advance; a project manager knows only that there is some chance that specific categories of cost will occur. In addition to these major categories of cost, there may be ancillary costs of additional insurance, taxes (many states treat inventories as taxable property), or additional fire hazards. As a general rule, holding costs will typically represent 20 to 40% of the average inventory value over the course of a year; thus if the average material inventory on a project is $ 1 million over a year, the holding cost might be expected to be $200,000 to $400,000. Unavailability CostThe unavailability cost is incurred when a desired material is not available at the desired time. In manufacturing industries, this cost is often called the stockout or depletion cost. Shortages may delay work, thereby wasting labor resources or delaying the completion of the entire project. Again, it may be difficult to forecast in advance exactly when an item may be required or when an shipment will be received. While the project schedule gives one estimate, deviations from the schedule may occur during construction. Moreover, the cost associated with a shortage may also be difficult to assess; if the material used for one activity is not available, it may be possible to assign workers to other activities and, depending upon which activities are critical, the project may not be delayed. Back to top4.9 Tradeoffs of Costs in Materials Management.To illustrate the type of trade-offs encountered in materials management, suppose that a particular item is to be ordered for a project. The amount of time required for processing the order and shipping the item is uncertain. Consequently, the project manager must decide how much lead time to provide in ordering the item. Ordering early and thereby providing a long lead time will increase the chance that the item is available when needed, but it increases the costs of inventory and the chance of spoilage on site. Let T be the time for the delivery of a particular item, R be the time required for process the order, and S be the shipping time. Then, the minimum amount of time for the delivery of the item is T = R + S. In general, both R and S are random variables; hence T is also a random variable. For the sake of simplicity, we shall consider only the case of instant processing for an order, i.e. R = 0. Then, the delivery time T equals the shipping time S. Since T is a random variable, the chance that an item will be delivered on day t is represented by the probability p(t). Then, the probability that the item will be delivered on or before t day is given by:
The lead time L for ordering an item is the time period ahead of the delivery time, and will depend on the tradeoff between holding costs and unavailability costs. A project manager may want to avoid the unavailable cost by requiring delivery on the scheduled date of use, or may be to lower the holding cost by adopting a more flexible lead time based on the expected delivery time. For example, the manager may make the tradeoff by specifying the lead time to be D days more than the expected delivery time, i.e.,
where D may vary from 0 to the number of additional days required to produce certain delivery on the desired date. In a more realistic situation, the project manager would also contend with the uncertainty of exactly when the item might be required. Even if the item is scheduled for use on a particular date, the work progress might vary so that the desired date would differ. In many cases, greater than expected work progress may result in no savings because materials for future activities are unavailable. Example 4-7: : Lead time for ordering with no processing time. Back to top 4.10 Construction EquipmentThe selection of the appropriate type and size of construction equipment often affects the required amount of time and effort and thus the job-site productivity of a project. It is therefore important for site managers and construction planners to be familiar with the characteristics of the major types of equipment most commonly used in construction. [9] Excavation and LoadingOne family of construction machines used for excavation is broadly classified as a crane-shovel as indicated by the variety of machines in Figure 4-3. The crane-shovel consists of three major components:
The type of mounting for all machines in Figure 4-3 is referred to as crawler mounting, which is particularly suitable for crawling over relatively rugged surfaces at a job site. Other types of mounting include truck mounting and wheel mounting which provide greater mobility between job sites, but require better surfaces for their operation. The revolving deck includes a cab to house the person operating the mounting and/or the revolving deck. The types of front end attachments in Figure 4-3 might include a crane with hook, claim shell, dragline, backhoe, shovel and piledriver. 
Figure 4-3 Typical Machines in the Crane-Shovel Family A tractor consists of a crawler mounting and a non-revolving cab. When an earth moving blade is attached to the front end of a tractor, the assembly is called a bulldozer. When a bucket is attached to its front end, the assembly is known as a loader or bucket loader. There are different types of loaders designed to handle most efficiently materials of different weights and moisture contents. Scrapers are multiple-units of tractor-truck and blade-bucket assemblies with various combinations to facilitate the loading and hauling of earthwork. Major types of scrapers include single engine two-axle or three axle scrapers, twin-engine all-wheel-drive scrapers, elevating scrapers, and push-pull scrapers. Each type has different characteristics of rolling resistance, maneuverability stability, and speed in operation. Compaction and GradingThe function of compaction equipment is to produce higher density in soil mechanically. The basic forces used in compaction are static weight, kneading, impact and vibration. The degree of compaction that may be achieved depends on the properties of soil, its moisture content, the thickness of the soil layer for compaction and the method of compaction. Some major types of compaction equipment are shown in Figure 4-4, which includes rollers with different operating characteristics. The function of grading equipment is to bring the earthwork to the desired shape and elevation. Major types of grading equipment include motor graders and grade trimmers. The former is an all-purpose machine for grading and surface finishing, while the latter is used for heavy construction because of its higher operating speed. 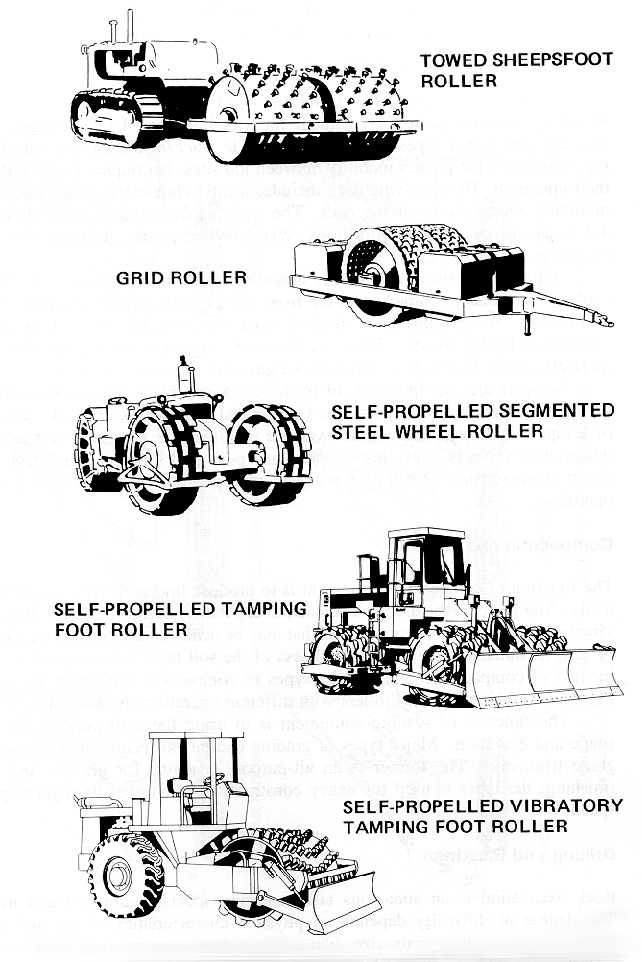
Figure 4-4 Some Major Types of Compaction Equipment Drilling and BlastingRock excavation is an audacious task requiring special equipment and methods. The degree of difficulty depends on physical characteristics of the rock type to be excavated, such as grain size, planes of weakness, weathering, brittleness and hardness. The task of rock excavation includes loosening, loading, hauling and compacting. The loosening operation is specialized for rock excavation and is performed by drilling, blasting or ripping. Major types of drilling equipment are percussion drills, rotary drills, and rotary-percussion drills. A percussion drill penetrates and cuts rock by impact while it rotates without cutting on the upstroke. Common types of percussion drills include a jackhammer which is hand-held and others which are mounted on a fixed frame or on a wagon or crawl for mobility. A rotary drill cuts by turning a bit against the rock surface. A rotary-percussion drill combines the two cutting movements to provide a faster penetration in rock. Blasting requires the use of explosives, the most common of which is dynamite. Generally, electric blasting caps are connected in a circuit with insulated wires. Power sources may be power lines or blasting machines designed for firing electric cap circuits. Also available are non-electrical blasting systems which combine the precise timing and flexibility of electric blasting and the safety of non-electrical detonation. Tractor-mounted rippers are capable of penetrating and prying loose most rock types. The blade or ripper is connected to an adjustable shank which controls the angle at the tip of the blade as it is raised or lowered. Automated ripper control may be installed to control ripping depth and tip angle. In rock tunneling, special tunnel machines equipped with multiple cutter heads and capable of excavating full diameter of the tunnel are now available. Their use has increasingly replaced the traditional methods of drilling and blasting. Lifting and ErectingDerricks are commonly used to lift equipment of materials in industrial or building construction. A derrick consists of a vertical mast and an inclined boom sprouting from the foot of the mast. The mast is held in position by guys or stifflegs connected to a base while a topping lift links the top of the mast and the top of the inclined boom. A hook in the road line hanging from the top of the inclined boom is used to lift loads. Guy derricks may easily be moved from one floor to the next in a building under construction while stiffleg derricks may be mounted on tracks for movement within a work area. Tower cranes are used to lift loads to great heights and to facilitate the erection of steel building frames. Horizon boom type tower cranes are most common in highrise building construction. Inclined boom type tower cranes are also used for erecting steel structures. Mixing and PavingBasic types of equipment for paving include machines for dispensing concrete and bituminous materials for pavement surfaces. Concrete mixers may also be used to mix portland cement, sand, gravel and water in batches for other types of construction other than paving. A truck mixer refers to a concrete mixer mounted on a truck which is capable of transporting ready mixed concrete from a central batch plant to construction sites. A paving mixer is a self propelled concrete mixer equipped with a boom and a bucket to place concrete at any desired point within a roadway. It can be used as a stationary mixer or used to supply slipform pavers that are capable of spreading, consolidating and finishing a concrete slab without the use of forms. A bituminous distributor is a truck-mounted plant for generating liquid bituminous materials and applying them to road surfaces through a spray bar connected to the end of the truck. Bituminous materials include both asphalt and tar which have similar properties except that tar is not soluble in petroleum products. While asphalt is most frequently used for road surfacing, tar is used when the pavement is likely to be heavily exposed to petroleum spills. Construction Tools and Other EquipmentAir compressors and pumps are widely used as the power sources for construction tools and equipment. Common pneumatic construction tools include drills, hammers, grinders, saws, wrenches, staple guns, sandblasting guns, and concrete vibrators. Pumps are used to supply water or to dewater at construction sites and to provide water jets for some types of construction. Automation of EquipmentThe introduction of new mechanized equipment in construction has had a profound effect on the cost and productivity of construction as well as the methods used for construction itself. An exciting example of innovation in this regard is the introduction of computer microprocessors on tools and equipment. As a result, the performance and activity of equipment can be continually monitored and adjusted for improvement. In many cases, automation of at least part of the construction process is possible and desirable. For example, wrenches that automatically monitor the elongation of bolts and the applied torque can be programmed to achieve the best bolt tightness. On grading projects, laser controlled scrapers can produce desired cuts faster and more precisely than wholly manual methods. [10] Possibilities for automation and robotics in construction are explored more fully in Chapter 16. Example 4-8: Tunneling Equipment [11] Back to top 4.11 Choice of Equipment and Standard Production RatesTypically, construction equipment is used to perform essentially repetitive operations, and can be broadly classified according to two basic functions: (1) operators such as cranes, graders, etc. which stay within the confines of the construction site, and (2) haulers such as dump trucks, ready mixed concrete truck, etc. which transport materials to and from the site. In both cases, the cycle of a piece of equipment is a sequence of tasks which is repeated to produce a unit of output. For example, the sequence of tasks for a crane might be to fit and install a wall panel (or a package of eight wall panels) on the side of a building; similarly, the sequence of tasks of a ready mixed concrete truck might be to load, haul and unload two cubic yards (or one truck load) of fresh concrete. In order to increase job-site productivity, it is beneficial to select equipment with proper characteristics and a size most suitable for the work conditions at a construction site. In excavation for building construction, for examples, factors that could affect the selection of excavators include:
By comparing various types of machines for excavation, for example, power shovels are generally found to be the most suitable for excavating from a level surface and for attacking an existing digging surface or one created by the power shovel; furthermore, they have the capability of placing the excavated material directly onto the haulers. Another alternative is to use bulldozers for excavation. The choice of the type and size of haulers is based on the consideration that the number of haulers selected must be capable of disposing of the excavated materials expeditiously. Factors which affect this selection include:
Dump trucks are usually used as haulers for excavated materials as they can move freely with relatively high speeds on city streets as well as on highways. The cycle capacity C of a piece of equipment is defined as the number of output units per cycle of operation under standard work conditions. The capacity is a function of the output units used in the measurement as well as the size of the equipment and the material to be processed. The cycle time T refers to units of time per cycle of operation. The standard production rate R of a piece of construction equipment is defined as the number of output units per unit time. Hence:
The daily standard production rate Pe of an excavator can be obtained by multiplying its standard production rate Re by the number of operating hours He per day. Thus:
where Ce and Te are cycle capacity (in units of volume) and cycle time (in hours) of the excavator respectively. In determining the daily standard production rate of a hauler, it is necessary to determine first the cycle time from the distance D to a dump site and the average speed S of the hauler. Let Tt be the travel time for the round trip to the dump site, To be the loading time and Td be the dumping time. Then the travel time for the round trip is given by:
The loading time is related to the cycle time of the excavator Te and the relative capacities Ch and Ce of the hauler and the excavator respectively. In the optimum or standard case:
For a given dumping time Td, the cycle time Th of the hauler is given by:
The daily standard production rate Ph of a hauler can be obtained by multiplying its standard production rate Rh by the number of operating hours Hh per day. Hence:
This expression assumes that haulers begin loading as soon as they return from the dump site. The number of haulers required is also of interest. Let w denote the swell factor of the soil such that wPe denotes the daily volume of loose excavated materials resulting from the excavation volume Pe. Then the approximate number of haulers required to dispose of the excavated materials is given by:
While the standard production rate of a piece of equipment is based on "standard" or ideal conditions, equipment productivities at job sites are influenced by actual work conditions and a variety of inefficiencies and work stoppages. As one example, various factor adjustments can be used to account in a approximate fashion for actual site conditions. If the conditions that lower the standard production rate are denoted by n factors F1, F2, ..., Fn, each of which is smaller than 1, then the actual equipment productivity R' at the job site can be related to the standard production rate R as follows:
On the other hand, the cycle time T' at the job site will be increased by these factors, reflecting actual work conditions. If only these factors are involved, T' is related to the standard cycle time T as:
Each of these various adjustment factors must be determined from experience or observation of job sites. For example, a bulk composition factor is derived for bulk excavation in building construction because the standard production rate for general bulk excavation is reduced when an excavator is used to create a ramp to reach the bottom of the bulk and to open up a space in the bulk to accommodate the hauler. In addition to the problem of estimating the various factors, F1, F2, ..., Fn, it may also be important to account for interactions among the factors and the exact influence of particular site characteristics. Example 4-9: Daily standard production rate of a power shovel [12]
Example 4-10: Daily standard production rate of a dump truck
Example 4-11: Job site productivity of a power shovel
Example 4-12: Job site productivity of a dump truck Back to top 4.12 Construction ProcessesThe previous sections described the primary inputs of labor, material and equipment to the construction process. At varying levels of detail, a project manager must insure that these inputs are effectively coordinated to achieve an efficient construction process. This coordination involves both strategic decisions and tactical management in the field. For example, strategic decisions about appropriate technologies or site layout are often made during the process of construction planning. During the course of construction, foremen and site managers will make decisions about work to be undertaken at particular times of the day based upon the availability of the necessary resources of labor, materials and equipment. Without coordination among these necessary inputs, the construction process will be inefficient or stop altogether. Example 4-13: Steel erection
Example 4-14: Construction process simulation models
Figure 4-5: Illustration of a Concrete-Placing Simulation Model Back to top 4.13 Queues and Resource BottlenecksA project manager needs to insure that resources required for and/or shared by numerous activities are adequate. Problems in this area can be indicated in part by the existence of queues of resource demands during construction operations. A queue can be a waiting line for service. One can imagine a queue as an orderly line of customers waiting for a stationary server such as a ticket seller. However, the demands for service might not be so neatly arranged. For example, we can speak of the queue of welds on a building site waiting for inspection. In this case, demands do not come to the server, but a roving inspector travels among the waiting service points. Waiting for resources such as a particular piece of equipment or a particular individual is an endemic problem on construction sites. If workers spend appreciable portions of time waiting for particular tools, materials or an inspector, costs increase and productivity declines. Insuring adequate resources to serve expected demands is an important problem during construction planning and field management. In general, there is a trade-off between waiting times and utilization of resources. Utilization is the proportion of time a particular resource is in productive use. Higher amounts of resource utilization will be beneficial as long as it does not impose undue costs on the entire operation. For example, a welding inspector might have one hundred percent utilization, but workers throughout the jobsite might be wasting inordinate time waiting for inspections. Providing additional inspectors may be cost effective, even if they are not utilized at all times. A few conceptual models of queueing systems may be helpful to construction planners in considering the level of adequate resources to provide. First, we shall consider the case of time-varying demands and a server with a constant service rate. This might be the situation for an elevator in which large demands for transportation occur during the morning or at a shift change. Second, we shall consider the situation of randomly arriving demands for service and constant service rates. Finally, we shall consider briefly the problems involving multiple serving stations. Single-Server with Deterministic Arrivals and Services
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4.14 |
While an hour or a minute is a natural choice as a unit time interval,
other time periods may also be used as long as the passage of time is
expressed as multiples of such time periods. For instance, if half an
hour is used as unit time interval for a process involving ten hours,
then the arrivals should be represented by 20 steps of half hour each.
Hence, the unit time interval between t-1 and t is ![]() t = t - (t-1) = 1, and the slope of the cumulative arrival function in
the interval is given by:
t = t - (t-1) = 1, and the slope of the cumulative arrival function in
the interval is given by:
| 4.15 |
The cumulative number of customers served over time is represented by
the cumulative departure function D(t). While the maximum service rate
is x per unit time, the actual service rate for a unit time interval ![]() t from t-1 to t is:
t from t-1 to t is:
| 4.16 |
The slope of the cumulative departure function is:
| 4.17 |
Any time that the rate of arrivals to the queue exceeds the maximum service rate, then a queue begins to form and the cumulative departures will occur at the maximum service rate. The cumulative departures from the queue will proceed at the maximum service rate of x "customers" per unit of time, so that the slope of D(t) is x during this period. The cumulative departure function D(t) can be readily constructed graphically by running a ruler with a slope of x along the cumulative arrival function A(t). As soon as the function A(t) climbs above the ruler, a queue begins to form. The maximum service rate will continue until the queue disappears, which is represented by the convergence of the cumulative arrival and departure functions A(t) and D(t).
With the cumulative arrivals and cumulative departure functions represented
graphically, a variety of service indicators can be readily obtained as
shown in Figure 4-6. Let A'(t) and D'(t) denote the derivatives of A(t)
and D(t) with respect to t, respectively. For 0![]() t
t ![]() ti in which A'(t)
ti in which A'(t) ![]() x, there is no queue. At t = ti, when A'(t) > D'(t), a queue
is formed. Then D'(t) = x in the interval ti
x, there is no queue. At t = ti, when A'(t) > D'(t), a queue
is formed. Then D'(t) = x in the interval ti ![]() t
t ![]() tk. As A'(t) continues to increase with increasing t, the queue
becomes longer since the service rate D'(t) = x cannot catch up with the
arrivals. However, when again A'(t)
tk. As A'(t) continues to increase with increasing t, the queue
becomes longer since the service rate D'(t) = x cannot catch up with the
arrivals. However, when again A'(t) ![]() D'(t) as t increases, the queue becomes shorter until it reaches 0 at
t = tk. At any given time t, the queue length is
D'(t) as t increases, the queue becomes shorter until it reaches 0 at
t = tk. At any given time t, the queue length is
| 4.18 |
For example, suppose a queue begins to form at time ti and is dispersed by time tk. The maximum number of customers waiting or queue length is represented by the maximum difference between the cumulative arrival and cumulative departure functions between ti and tk, i.e. the maximum value of Q(t). The total waiting time for service is indicated by the total area between the cumulative arrival and cumulative departure functions.
Generally, the arrival rates ![]() At
= 1, 2, . . ., n periods of a process as well as the maximum service rate
x are known. Then the cumulative arrival function and the cumulative departure
function can be constructed systematically together with other pertinent
quantities as follows:
At
= 1, 2, . . ., n periods of a process as well as the maximum service rate
x are known. Then the cumulative arrival function and the cumulative departure
function can be constructed systematically together with other pertinent
quantities as follows:
1. Starting with the initial conditions D(t-1)=0 and Q(t-1)=0 at t=1, find the actual service rate at t=1:
| 4.19 |
2. Starting with A(t-1)=0 at t=1, find the cumulative arrival function for t=2,3,. . .,n accordingly:
| 4.20 |
3. Compute the queue length for t=1,2, . . .,n.
| 4.21 |
4. Compute ![]() Dt
for t=2,3,. . .,n after Q(t-1) is found first for each t:
Dt
for t=2,3,. . .,n after Q(t-1) is found first for each t:
| 4.22 |
5. If A'(t) > x, find the cumulative departure function in the time period between ti where a queue is formed and tk where the queue dissipates:
| 4.23 |
6. Compute the waiting time ![]() w
for the arrivals which are waiting for service in interval
w
for the arrivals which are waiting for service in interval ![]() t:
t:
| 4.24 |
7. Compute the total waiting time W over the time period between ti and tk.
| 4.25 |  |
8. Compute the average waiting time w for arrivals which are waiting for service in the process.
| 4.26 |  |
This simple, deterministic model has a number of implications for operations planning. First, an increase in the maximum service rate will result in reductions in waiting time and the maximum queue length. Such increases might be obtained by speeding up the service rate such as introducing shorter inspection procedures or installing faster cranes on a site. Second, altering the pattern of cumulative arrivals can result in changes in total waiting time and in the maximum queue length. In particular, if the maximum arrival rate never exceeds the maximum service rate, no queue will form, or if the arrival rate always exceeds the maximum service rate, the bottleneck cannot be dispersed. Both cases are shown in Figure 4-7.
A practical means to alter the arrival function and obtain these benefits is to inaugurate a reservation system for customers. Even without drawing a graph such as Figure 4-6, good operations planners should consider the effects of different operation or service rates on the flow of work. Clearly, service rates less than the expected arrival rate of work will result in resource bottlenecks on a job.
Suppose that arrivals of "customers" to a queue are not deterministic or known as in Figure 4-6. In particular, suppose that "customers" such as joints are completed or crane loads arrive at random intervals. What are the implications for the smooth flow of work? Unfortunately, bottlenecks and queues may arise in this situation even if the maximum service rate is larger than the average or expected arrival rate of customers. This occurs because random arrivals will often bunch together, thereby temporarily exceeding the capacity of the system. While the average arrival rate may not change over time, temporary resource shortages can occur in this circumstance.
Let w be the average waiting time, a be the average arrival rate of customers, and x be the deterministic constant service rate (in customers per unit of time). Then, the expected average time for a customer in this situation is given by: [14]
| 4.27 |  |
If the average utilization rate of the service is defined as the ratio of the average arrival rate and the constant service rate, i.e.,
| 4.28 |
Then, Eq. (4.27) becomes:
| 4.29 |  |
In this equation, the ratio u of arrival rate to service rate is very
important: if the average arrival rate approaches the service rate, the
waiting time can be very long. If a ![]() x, then the queue expands indefinitely. Resource bottlenecks will occur
with random arrivals unless a measure of extra service capacity is available
to accommodate sudden bunches in the arrival stream. Figure 4-8 illustrates
the waiting time resulting from different combinations of arrival rates
and service times.
x, then the queue expands indefinitely. Resource bottlenecks will occur
with random arrivals unless a measure of extra service capacity is available
to accommodate sudden bunches in the arrival stream. Figure 4-8 illustrates
the waiting time resulting from different combinations of arrival rates
and service times.
Figure 4-8: Illustrative Waiting Times for Different Average Arrival Rates and Service Times
Both of the simple models of service performance described above are limited to single servers. In operations planning, it is commonly the case that numerous operators are available and numerous stages of operations exist. In these circumstances, a planner typically attempts to match the service rates occurring at different stages in the process. For example, construction of a high rise building involves a series of operations on each floor, including erection of structural elements, pouring or assembling a floor, construction of walls, installation of HVAC (Heating, ventilating and air conditioning) equipment, installation of plumbing and electric wiring, etc. A smooth construction process would have each of these various activities occurring at different floors at the same time without large time gaps between activities on any particular floor. Thus, floors would be installed soon after erection of structural elements, walls would follow subsequently, and so on. From the standpoint of a queueing system, the planning problem is to insure that the productivity or service rate per floor of these different activities are approximately equal, so that one crew is not continually waiting on the completion of a preceding activity or interfering with a following activity. In the realm of manufacturing systems, creating this balance among operations is called assembly line balancing.
Example 4-15: Effect of a crane breakdown
Suppose that loads for a crane are arriving at a steady rate of one every ten minutes. The crane has the capacity to handle one load every five minutes. Suppose further that the crane breaks down for ninety minutes. How many loads are delayed, what is the total delay, and how long will be required before the crane can catch up with the backlog of loads?
The cumulative arrival and service functions are graphed in Figure 4-9. Starting with the breakdown at time zero, nine loads arrive during the ninety minute repair time. From Figure 4-9, an additional nine loads arrive before the entire queue is served. Algebraically, the required time for service, t, can be calculated by noted that the number of arrivals must equal the number of loads served. Thus:
A queue is formed at t = 0 because of the breakdown, but it dissipates at A(t) = D2(t). Let
from which we obtain t = 180 min. Hence
The total waiting time W can be calculated as the area between the cumulative arrival and service functions in Figure 4-9. Algebraically, this is conveniently calculated as the difference in the areas of two triangles:
so the average delay per load is w = 810/18 = 45 minutes.
Example 4-16: Waiting time with random arrivals
Suppose that material loads to be inspected arrive randomly but with an average of 5 arrivals per hour. Each load requires ten minutes for an inspection, so an inspector can handle six loads per hour. Inspections must be completed before the material can be unloaded from a truck. The cost per hour of holding a material load in waiting is $30, representing the cost of a driver and a truck. In this example, the arrival rate, a, equals 5 arrivals per hour and the service rate, x, equals 6 material loads per hour. Then, the average waiting time of any material load for u = 5/6 is:
At a resource cost of $30.00 per hour, this waiting would represent a cost of (30)(0.4)(5) = $60.00 per hour on the project.
In contrast, if the possible service rate is x = 10 material loads per hour, then the expected waiting time of any material load for u = 5/10 = 0.5 is:
which has only a cost of (30)(0.05)(5) = $7.50 per hour.
Example 4-17: Delay of lift loads on a building site
Suppose that a single crane is available on a building site and that each lift requires three minutes including the time for attaching loads. Suppose further that the cumulative arrivals of lift loads at different time periods are as follows:
6:00-7:00 A.M. 4 per hour 12:00-4:00 P.M. 8 per hour 7:00-8:00 A.M. 15 per hour 4:00-6:00 P.M. 4 per hour 8:00-11:00 A.M. 25 per hour 6:00P.M.-6:00 A.M. 0 per hour 11:00-12:00 A.M. 5 per hour Using the above information of arrival and service rates
- Find the cumulative arrivals and cumulative number of loads served as a function of time, beginning with 6:00 AM.
- Estimate the maximum queue length of loads waiting for service. What time does the maximum queue occur?
- Estimate the total waiting time for loads.
- Graph the cumulative arrival and departure functions.
The maximum service rate x = 60 min/3 min per lift = 20 lifts per minute. The detailed computation can be carried out in the Table 4-2, and the graph of A(t) and D(t) is given in Figure 4-10.
Table 4-2 Computation of queue length and waiting time |
||||||
|---|---|---|---|---|---|---|
|
|
||||||
Period |
Arrival rate |
Cumulative arrivals A(T) |
Queue |
Departure rate |
Cumulative departures D(T) |
Waiting time |
|
|
||||||
| 6-7:00 | 4 | 4 | 0 | 4 | 4 | 0 |
| 7-8:00 | 15 | 19 | 0 | 15 | 19 | 0 |
| 8-9:00 | 25 | 44 | 5 | 20 | 39 | 5 |
| 9-10:00 | 25 | 69 | 10 | 20 | 59 | 10 |
| 10-11:00 | 25 | 94 | 15 | 20 | 79 | 15 |
| 11-12:00 | 5 | 99 | 0 | 20 | 99 | 0 |
| 12-1:00 | 8 | 107 | 0 | 8 | 107 | 0 |
| 1-2:00 | 8 | 115 | 0 | 8 | 115 | 0 |
| 2-3:00 | 8 | 123 | 0 | 8 | 123 | 0 |
| 3-4:00 | 8 | 131 | 0 | 8 | 131 | 0 |
| 4-5:00 | 4 | 135 | 0 | 4 | 135 | 0 |
| 5-6:00 | 4 | 139 | 0 | 4 | 139 | 0 |
| 6-7:00 | 0 | 139 | 0 | 0 | 139 | 0 |
| 7-8:00 | 0 | 139 | 0 | 0 | 139 | 0 |
| Total waiting time = 30 | ||||||
| Maximum queue = 15 | ||||||
|
|
||||||
Determine the productive labor yield after the above factors are taken into consideration.
|
|
|
|
t p(t) Pr{T t}
12 0.05 0.05 13 0.10 0.15 14 0.25 0.40 15 0.35 0.75 16 0.15 0.90 17 0.10 1.00
Work conditions at site Factors
Bulk composition 0.972 Soil properties and water content 0.960 Equipment idle time for breaks 0.750 Management inefficiency 0.750
(a) (b)
6-7:00 am 0 0 7-8:00 25 10 8-9:00 25 10 9-10:00 am 25 15 10-11:00 am 25 15 11-12:00 am 10 10 12-1:00 pm 8 15 1-2:00 pm 0 15 2-3:00 pm 0 10 3-4:00 pm 0 10 4-5:00 pm 0 10 After 5 pm 0 0 Total number of arrivals 118 120
2. Rosefielde, Steven and Daniel Quinn Mills, "Is Construction Technologically Stagnant?", in Lange, Julian E. and Daniel Quinn Mills, The Construction Industry, Lexington Books, 1979, pg. 83. (Back)
3. This example was adapted with permission from an unpublished paper "Managing Mega Projects" presented by G.R. Desnoyers at the Project Management Symposium sponsored by the Exxon Research and Engineering Company, Florham Park, NJ, November 12, 1980. (Back)
4. See R.L. Tucker, "Perfection of the Buggy Whip," The Construction Advancement Address, ASCE, Boston, MA, Oct. 29, 1986. (Back)
5. For more detailed discussion, see D.G. Mills: "Labor Relations and Collective Bargaining" (Chapter 4) in The Construction Industry (by J.E. Lang and D.Q. Mills), Lexington Books, D.C. Heath and Co., Lexington, MA, 1979. (Back)
6. This example was adapted from Stukhart, G. and Bell, L.C. "Costs and Benefits of Materials Management Systems,", ASCE Journal of Construction Engineering and Management, Vol. 113, No. 2, June 1987, pp. 222-234. (Back)
7. The information for this example was provided by Exxon Pipeline Company, Houston, Texas, with permission from the Alyeska Pipeline Service Co., Anchorage, Alaska. (Back)
8. This example was adapted from A.E. Kerridge, "How to Develop a Project Schedule," in A.E. Kerridge and C. H. Vervalin (eds.), Engineering and Construction Project Management, Gulf Publishing Company, Houston, 1986. (Back)
9. For further details on equipment characteristics, see, for example, S.W. Nunnally, Construction Methods and Management, Second Edition, Prentice-Hall, 1986 (Back)
10. See Paulson, C., "Automation and Robotics for Construction," ASCE Journal of Construction Engineering and Management, Vol. 111, No. CO-3, 1985, pp. 190-207. (Back)
11. This example is adapted from Fred Moavenzadeh, "Construction's High-Technology Revolution," Technology Review, October, 1985, pg. 32. (Back)
12. This and the following examples in this section have been adapted from E. Baracco-Miller and C.T. Hendrickson, Planning for Construction, Technical Report No. R-87-162, Department of Civil Engineering, Carnegie Mellon University, Pittsburgh, PA 1987. (Back)
13. This model used the INSIGHT simulation language and was described in B.C. Paulson, W.T. Chan, and C.C. Koo, "Construction Operations Simulation by Microcomputer," ASCE Journal of Construction Engineering and Management, Vol. 113, No. CO-2, June 1987, pp. 302-314. (Back)
14. In the literature of queueing theory, this formula
represents an M/D/1 queue, meaning that the arrival process is Markovian
or random, the service time is fixed, only one server exists, and the
system is in "steady state," implying that the service time and average
arrival rate are constant. Altering these assumptions would require changes
in the waiting time formula; for example, if service times were also random,
the waiting time formula would not have the 2 shown in the denominator
of Eq. (4.27). For more details on queueing systems, see Newell, G.F.
Applications of Queueing Theory, Chapman and Hall, London, 1982.
(Back)
| Previous Chapter | | | Table of Contents | | | Next Chapter |